Bend Deduction Sheet Metal Example

Bend Allowance Sheetmetal Me
Bend Allowance Sheet Metal Part Design Solidworks Tutorial Machinemfg
Sheet Metal Calculator Bend Allowance Equations And Calculator Engineers Edge
Solidworks Tutorial Sheet Metal 2012 What Does Bend Allowance Mean Youtube
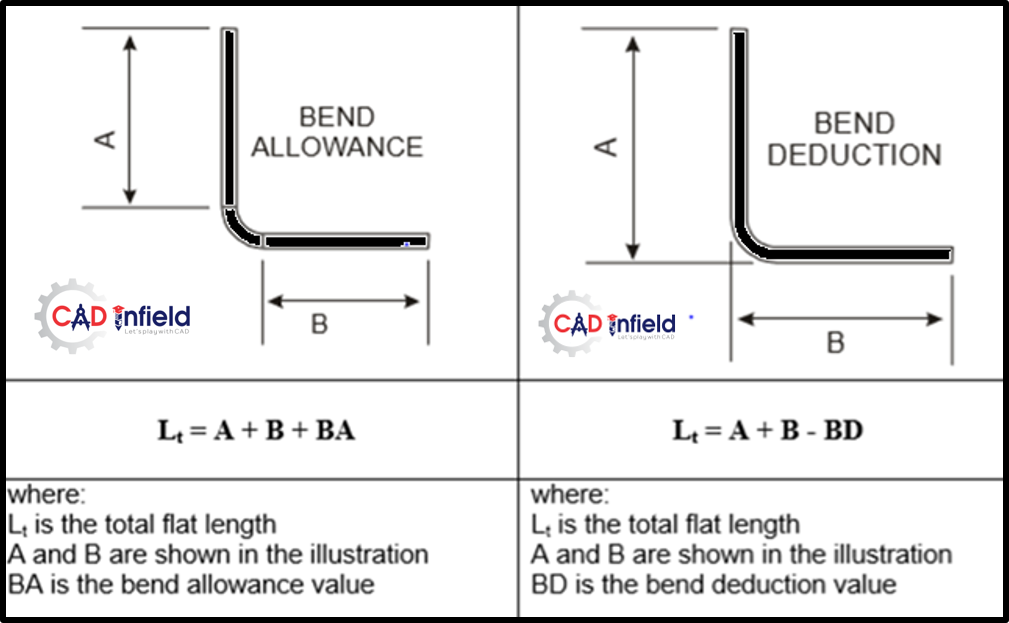
Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design
Sheet Metal Bend Design Equations And Calculation Engineers Edge

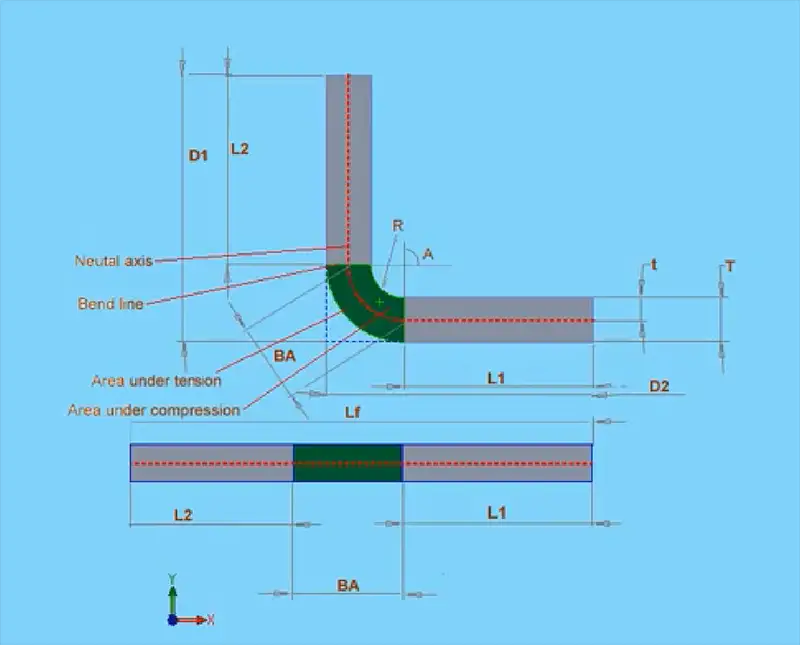
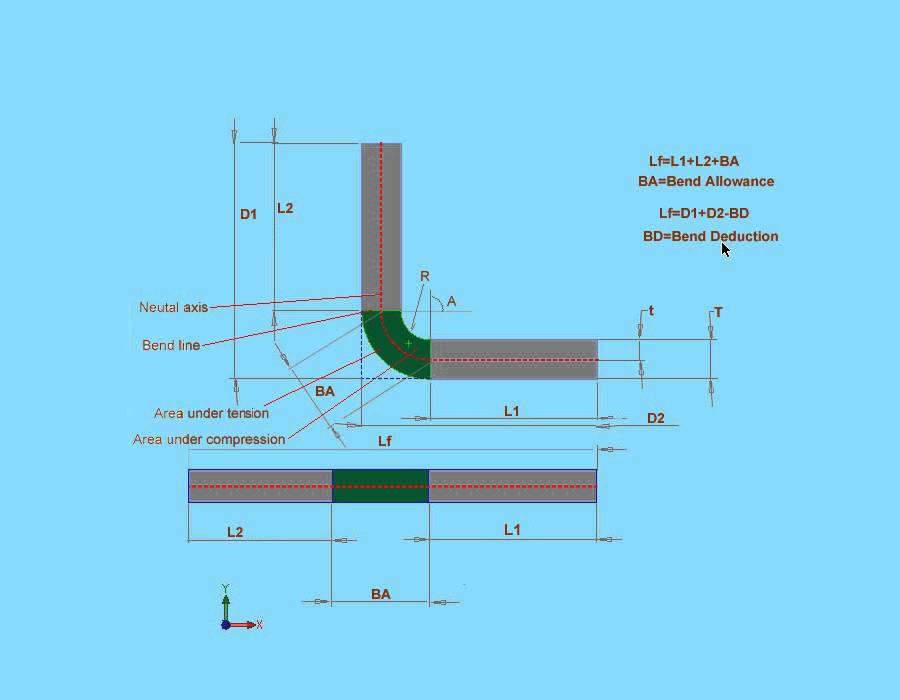
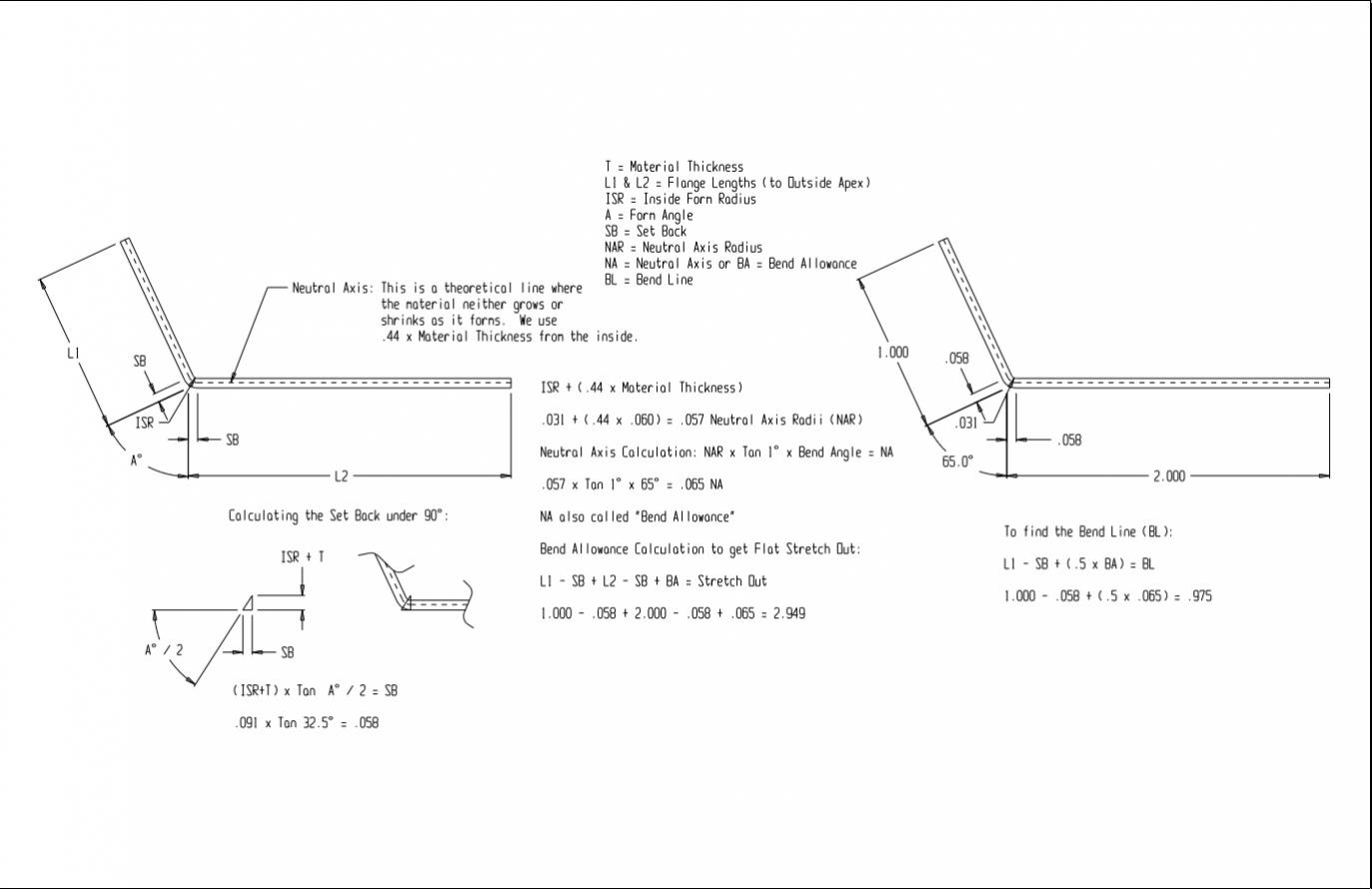
Understanding the bend allowance and consequently the bend deduction of a part is a crucial first step to understanding how sheet metal parts are fabricated.
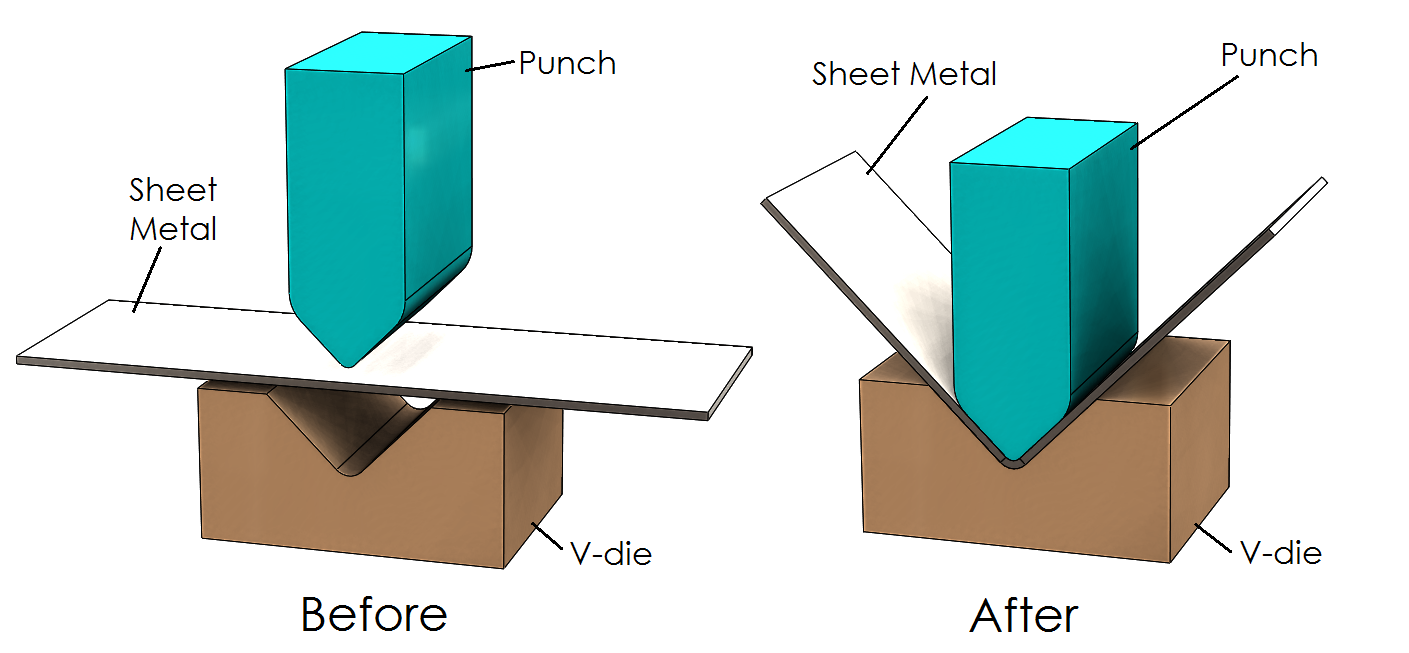
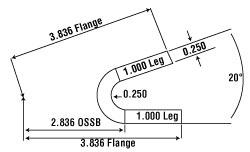
Bend deduction sheet metal example.

Sheet Metal K Factor Bend Allowance And Flat Length Calculations
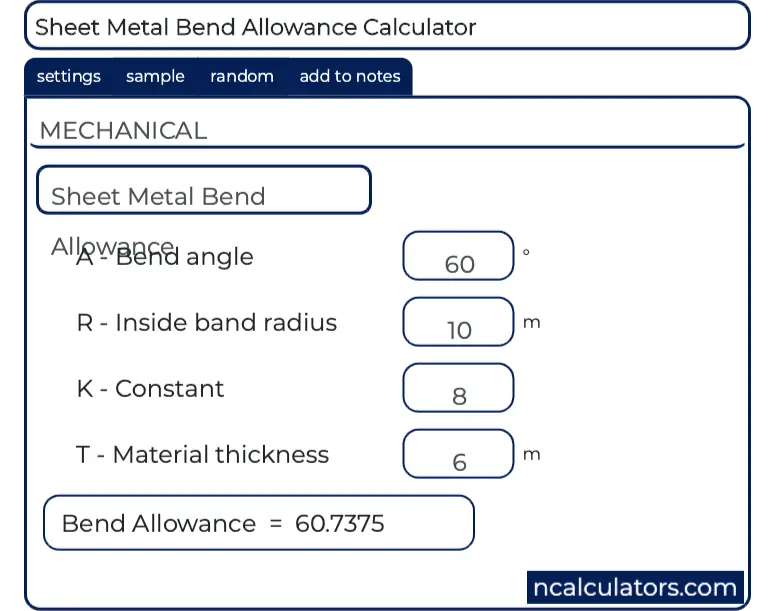
Sheet Metal Bend Allowance Calculator

Layout And Forming Part Two

Solidworks Sheet Metal Tutorial Bend Allowance And Bend Tables Youtube

Analyzing The K Factor In Sheet Metal Bending
Practical Machinist Largest Manufacturing Technology Forum On The Web

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Bending Metalworking Wikipedia
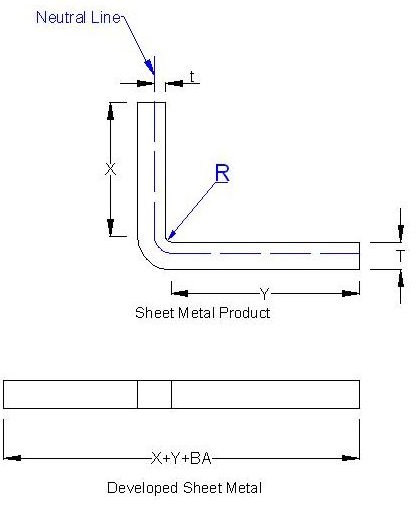
Sheet Metal Design Guide Calculate Bending Allowance Accurately Bright Hub Engineering
How To Set Up Sheet Metal Gauge Tables Engineers Rule

Understanding Bend Allowance Options In Solidworks Innova Systems
2018 Solidworks Help Bend Table

K Factor Sheetmetal Me

How Do I Determine The Proper Tonnage For A Bend Jmtusa

Sheet Metal Workbook
Predicting The Inside Radius When Bending With The Press Brake

How To Create A Custom Solidworks Sheet Metal Bend Table

Using Sheet Metal Features And Bend Deduction
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau
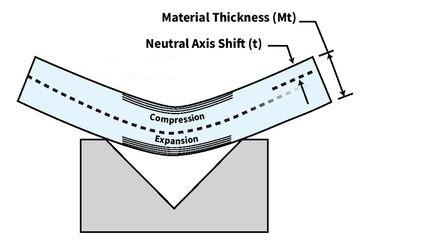
K Factors Y Factors And Press Brake Bending Precision
K Factor Calculator For Sheet Metal Bending Smlease Design
Sheet Metal Hems Sheetmetal Me

The Difference Between K Factor Bend Allowance And Bend Deduction In Solidworks Youtube

Layout And Forming Part Four
The Basics Of Applying Bend Functions
Air Bending Sheetmetal Me

Online Bend Deduction Calculator Microform Precision
Harsle Blog What Sheet Metal Shops Wish You Knew Minimum Flange Bend Radius And Tooling Access

Us Press Brake Tonnage Chart Press Brake Metal Working Tools Metal Shop
Sheet Metal Forming

Mechanical Engineering Calculators Mechanical Engineering Engineering Engineering Science

What Is Bend Allowance K Factor Y Factor Bend Table In 2020 Sheet Metal Fabrication Allowance Metal Fabrication
Bend Table Bricsys Support And Help Center

Metal Bend Allowance Springback Apx York Sheet Metal

Springback Calculator Beta Can Predicts The Amount Of Springback

Tips For Bending Sheet Metal Make It From Metal
Sheet Metal Shearing Bending Youtube
The Fine Art Of Sheet Metal Fabrication Manufacturing In China Blog

Example Components Sheet Metal Metal Sheet Design Metal Bending

Sheet Metal K Factor What It Is How To Measure Youtube

Forming Across A Bend

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

What Is The K Factor In Sheet Metal Bending Apx
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctevxykk8za Lrw5astoosqw7 Mdvhtam6oawpmq8ugy52o5aot Usqp Cau
Source : pinterest.com
