Bending Stiffness Of Sheet Metal
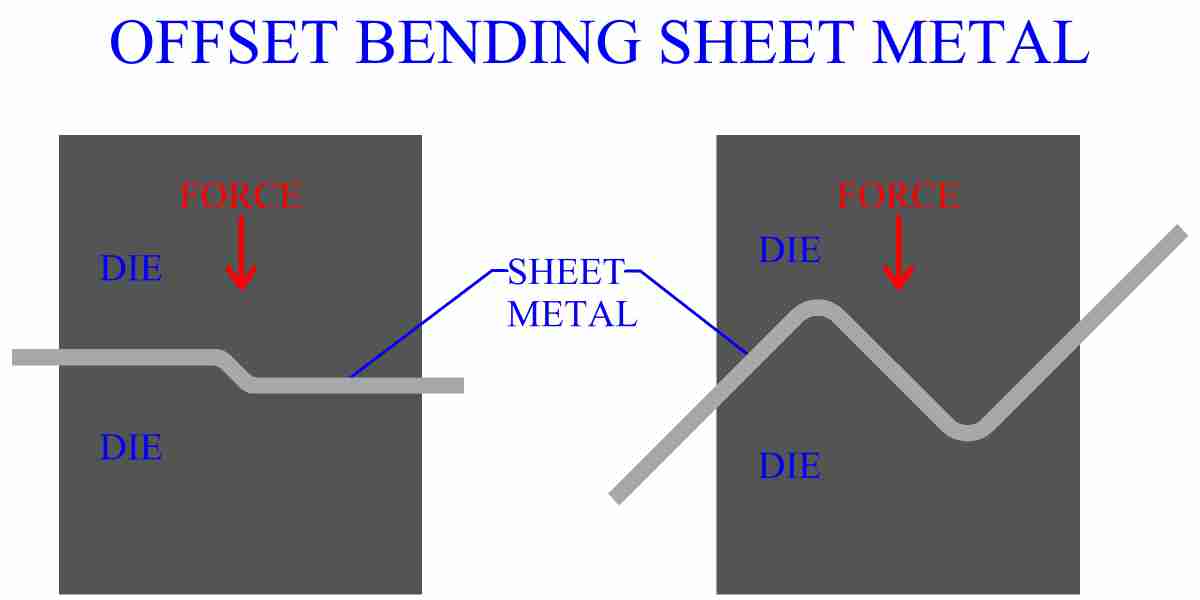
Sheet Metal Bending

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

Tips For Bending Sheet Metal Make It From Metal
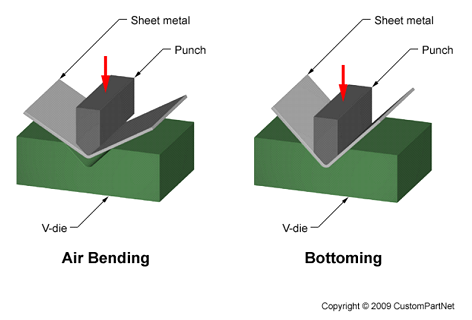
How Calculate Mitigating Springback Effect In Sheet Metal Stampingsimulation

Sheet Metal Understanding K Factor

Bending Metalworking Wikipedia

Following all sheet metal design guidelines is very difficult in the complex part.
Bending stiffness of sheet metal.

Bending Of Sheet Metal Is A Common And Vital Process In Manufacturing Industry Sheet Metal Bending Is The Plastic Defo Metal Bending Sheet Metal Metal Forming

K Factor Sheetmetal Me

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending

Draw The Shear Force And Bending Moment Diagrams For A Cantilever Beam In 2020 Bending Moment Shear Force In This Moment

Electromagnetic Sheet Metal Folding Machine 1000e View Manual Sheet Metal Bending Machine Chengyang Product Details From Xiamen Chengyang Mechanical Elect Sheet Metal Folding Machine Metal Bending

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Pin On Welding Projects

Advanced Products For Shaping The Future Info Hammerfab Com Sheet Metal Tools Metal Shaping Metal Working Tools

Beamanal By Alex Tomanovich Beamanal Is A Ms Excel Spreadsheet Workbook For The Analysi Structural Analysis Civil Engineering Software Structural Engineering

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work

Solidworks Sheet Metal Normal Cuts And Simplify Bends Youtube

Wipe Bending Sheet Metal Metal Bending Metal Bending Tools

Press Forming Deep Drawing Deep Drawing Process Drawings

Press Brake Allowance Chart Press Brake Allowance Chart Welding And Fabrication

Light Weight Metal Laminate Hybrix Metal Laminate With Steel Or Polyamide Fibre Core Metal Steel Fibre Material
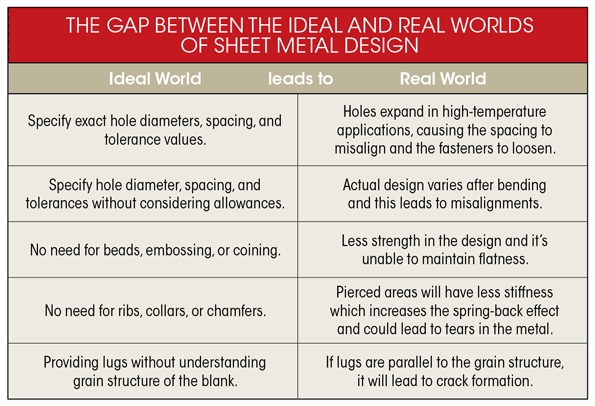
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Sheet Metal Bending Metal Bending Sheet Metal Work Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf8ts7z0a1lqs2mytabrirpabojk6x04u9jjflkzl0yuxfnhep Usqp Cau

Automated Sheet Metal Panel Bending Metal Sheet Design Sheet Metal Fabrication Metal Bending

Sheet Metal Bend Relief Kerf For Holes Sheet Metal Design Grabcad Groups

Home Made Tools And Equipment Page 57 The H A M B Metal Bending Tools Custom Metal Work Custom Metal Fabrication

Ultimate Deflection Formulas For Simply Supported Beam In 2020 Civil Engineering Nursing Student Tips Civil Engineering Design

Manufacture Products By Sheet Metal Bending With A Wide Range Of Process And Materials Gestion De Compras

Mechanical Properties Of The Metal Strength Stiffness Elasticity Plasticity Ductility Toughness Brittleness Hardness And Cree Types Of Stress Mechanic Welding

Calculation Of Beam Deflection Architectural Engineering Structural Engineering Civil Engineering Construction

Sheet Marked Out For The Miniature Ali Bucket Seat Metal Shaping Automotive Upholstery Sheet Metal Art

How To Test Fabrics In 2020 Instruments Measuring Instrument Stiff

Sheet Metal Thickness An Overview Sciencedirect Topics

Pin On Forms And Shapes
Concrete Beam Reinforcement Calculator Di 2020

Sheet Metal Bending Metal Bending Sheet Metal Sheet

Check Out These Hammer Forming Skills That You Can Use To Custom Shape Metal At Home Metal Workshop Metal Shaping Metal Working Tools

Jpp 1 Joggler Punch Plier S200 Youtube Sheet Metal Fabrication Metal Fab Metal Fabrication

Deflection Limit For Cantilever Steel Beam In 2020 Beams Steel Beams Steel Deck

Metal Shaping Metal Shaping Metal Working Projects Sheet Metal Shop
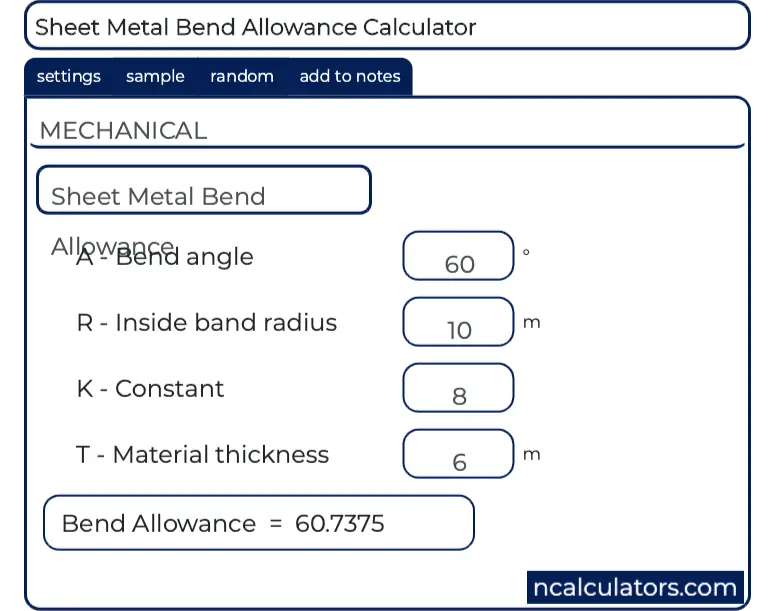
Sheet Metal Bend Allowance Calculator

Pin On Beam

3 Tools For Creating Flanges In Lightening Holes Experimental Aircraft Youtube Metal Working Homemade Tools Metal Workshop

3 Tools For Creating Flanges In Lightening Holes Experimental Aircraft Youtube Metal Working Homemade Tools Metal Workshop

Non Parallel Systems Irregularity Google Search Geometric Setback Vertical

New Brand 2017 Black Powder Coated Metal Bending Sheet Box Enclosure Metal Bending Powder Coating Metal Metal

Pin On Tools
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqplg2 C0hko0zgkfu111efi0ehac2js 1tdtjpzjxxx7wlg60e Usqp Cau
Source : pinterest.com
