Burr Direction In Sheet Metal

Metal Blanking Process By Advantage Fabricated Metals
Sheet Metal Fabrication Basics 7 Strategies For Punching Success
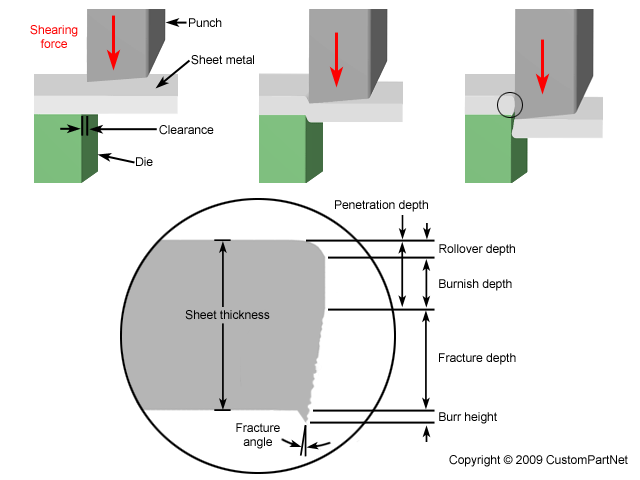
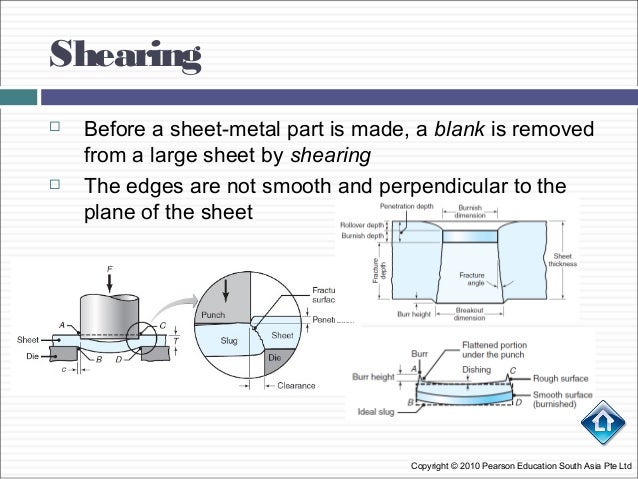
Sheet Metal Cutting Shearing

Pin On Gadgets
Metal Stamping And Die Design Blanking Machinemfg
Press Dies Tutorial Technical Tutorial Misumi
See also drawing and forming blank 1 sheet metal stock from which a product is to be made.
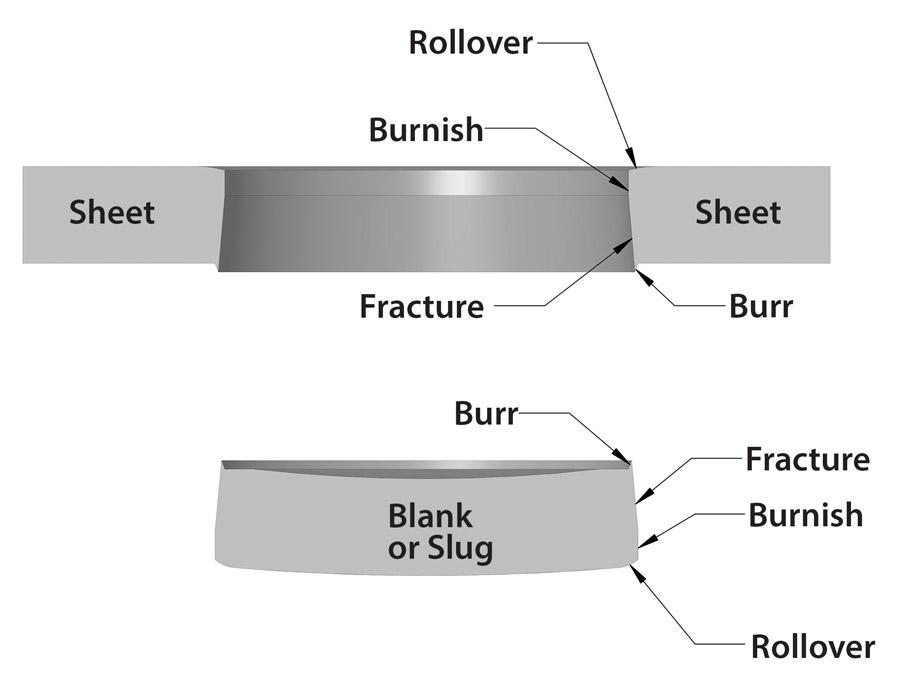
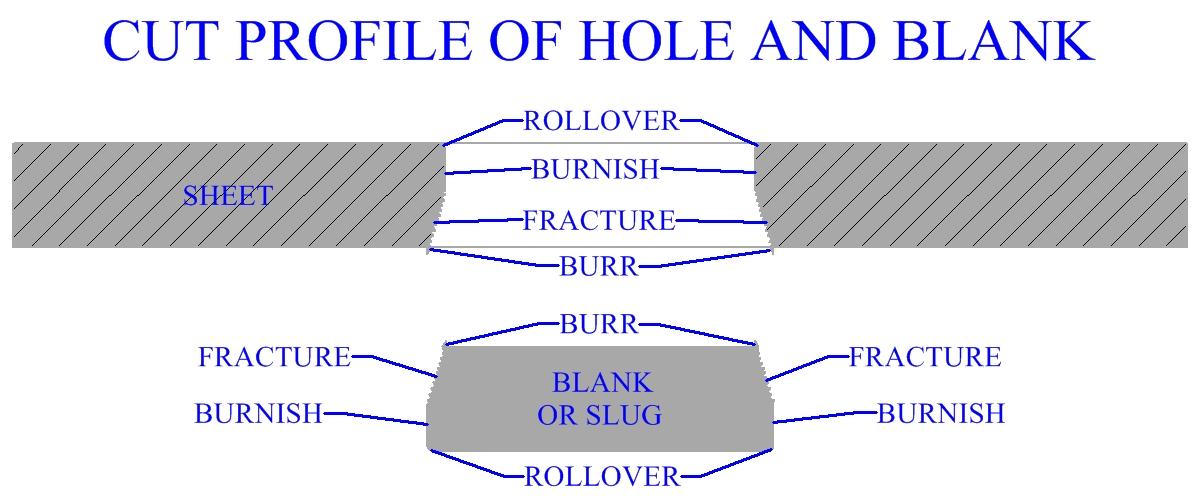
Burr direction in sheet metal.
What Is Metal Stamping Esi Engineering

Metal Fabrication 101
Following Dfm Guidelines For Working With Sheet Metal Machine Design
Https People Engr Ncsu Edu Ytzhu Class Teaching Mse440 540 Lecture Lecture12 Pdf

The Effect Of Using A Sprung Stripper In Sheet Metal Cutting Sciencedirect

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife

Chapter 6 Sheet Metal Forming Anisotropy Another Important Factor Influencing Sheet Metal Forming Is Anisotropy Or Directionally Of The Sheet Ppt Download
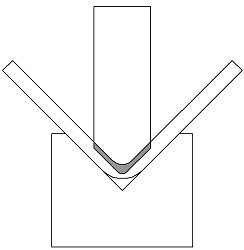
Coining Sheet Metal Sheetmetal Me
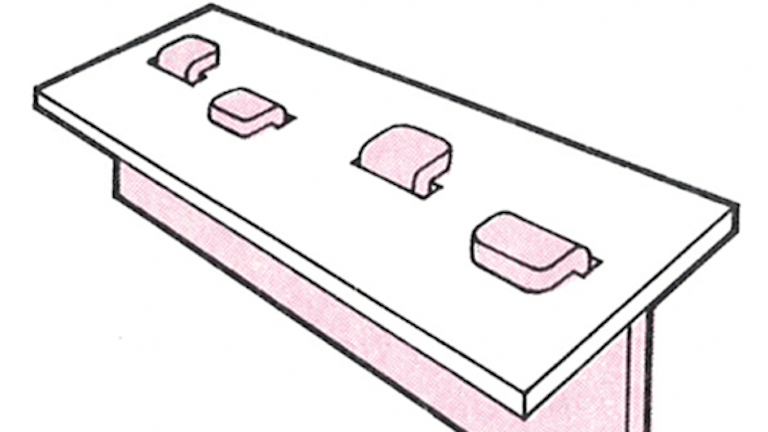
Methods For Fastening Sheet Metal Without Fasteners Machine Design

Pin On Backyardequip Com
Mold Technology August 2011

Pdf Experimental Study On The Effects Of Clearance And Clamping In Steel Sheet Metal Shearing Semantic Scholar

Supercoup Nr1 Nibbler Shears Metal Tools Metal Working Tools Sheet Metal

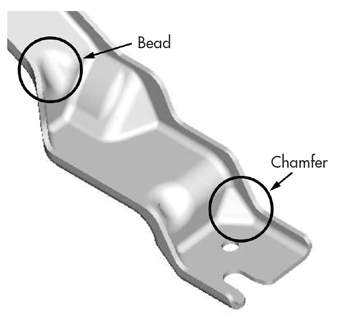
Bead Roller Dies Archives Woodward Fab Metal Working Tools Metal Fabrication Metal Furniture Design
Sheet Metal Processes

Diesmtc Blogspot Com Equipment Sheet Metal Forming 2

Tool And Die Whatsapp 86 15962536891 Plastic Injection Molding Plastic Injection Injection Moulding

Pin On Cosas Interesantes
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctufq3 Jxgfqe0ucsym7whllvnsnuk5cxim64u4vicbnghgv Jz Usqp Cau

Ferrum Welding And Metal Works Psd Template Metal Welding Ferrum Template Forest Illustrations Metal Welding Psd Templates Welding Crafts

Nibbler Cutter Drill Attachment Double Head Metal Sheet In 2020 Metal Cutter Metal Sheet Metal

Double Headed Sheet Metal Nibbler 360 Degree Illuminate Ultimate Metal Cutter For Straight Circle And Round Cutt In 2020 Metal Cutter Iron Tools Corrugated Metal Roof

Pin On Products

Double Head Sheet Metal Nibbler Cutter Holder Tool Power Drill Attachment In 2020 Jet Woodworking Tools Woodworking Jigs Sheet Metal

Cupping Test For Sheet Metal Formability Sheet Metal Sheet Metal Fabrication Metal Fabrication

Csvm Construction Log 14 Arch Scraping Fix It With Shading In 2020 Violin Design Luthiery Violin

Pin On Power Tools

Fein Sheet Metal Slitting Shears Metal Fabrication Tools Sheet Metal Metal Working Tools

Sweeney Fly Press Nfp05 Metal Working Homemade Tools Metal Crafts
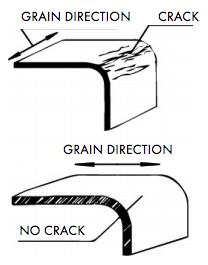
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange
Sheet Metal Cutting

Burr Free Cutting Edges By Notch Shear Cutting Sciencedirect
Blanking Questions Have You On The Edge

Oakalla Bridge 1898 Built By J J Daniels It Is 152 Long Plus A 15 Overhang At Each End This Single Span Bur Covered Bridges Rustic Bridge Old Bridges

Burr King Vibra King Medium Bowls Model 15 1 30 Cubic Feet Cubic Foot Bowl How To Clean Brass
71 Sheet Metal Processing Terminology Machinemfg
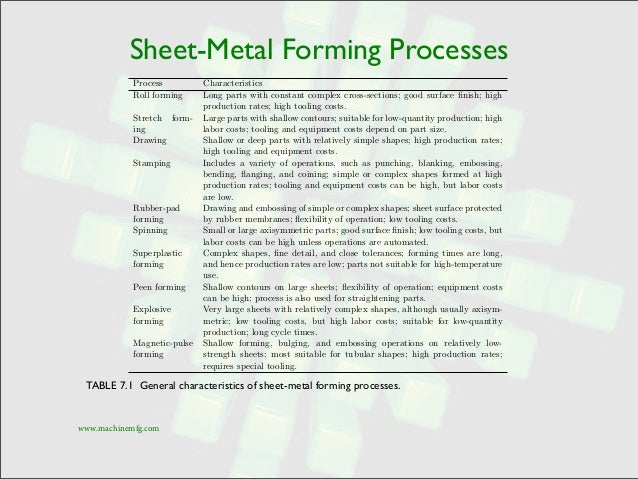
Sheet Metal Forming Processes

Tom Burr With Images Exhibition Display Sneaker Displays Acrylic Display

Domom Zipbite Nibbler Cutter Drill Attachment Double Head Metal Sheet Metal Cutter Metal Sheet Drill

Power Hole Punch For Aviation Sheet Metal Plastic Heavy Duty Hand Held Set New Sheet Metal Tools Jewelry Making Tools Metal Tools

Double Head Sheet Metal Nibbler Cutter Holder Tool Power Drill Attachment Kit Yesterday S Price Us 65 04 58 04 Eur Today S Price Us 32 Jet Woodworking Tools Sheet Metal Woodworking Saws

Pin On Tools

Symphonic Sound Design Design Short Film
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcshjvfcfv6pzv Ytccqty5hsxo2hsa5cjrkudh1d8q Usqp Cau
Source : pinterest.com
